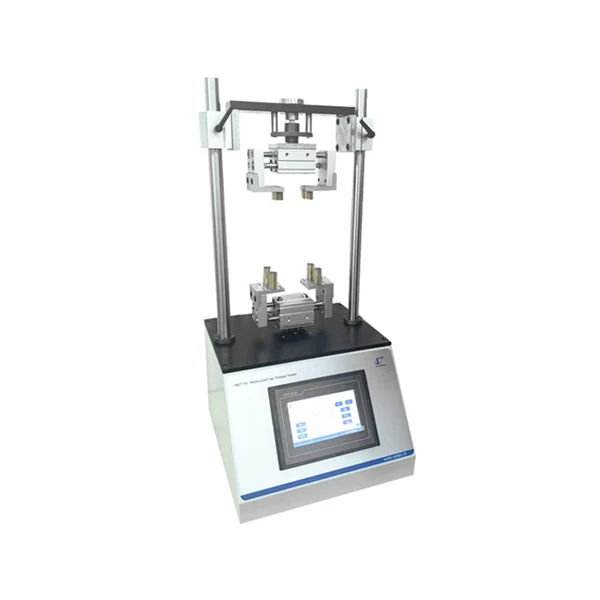
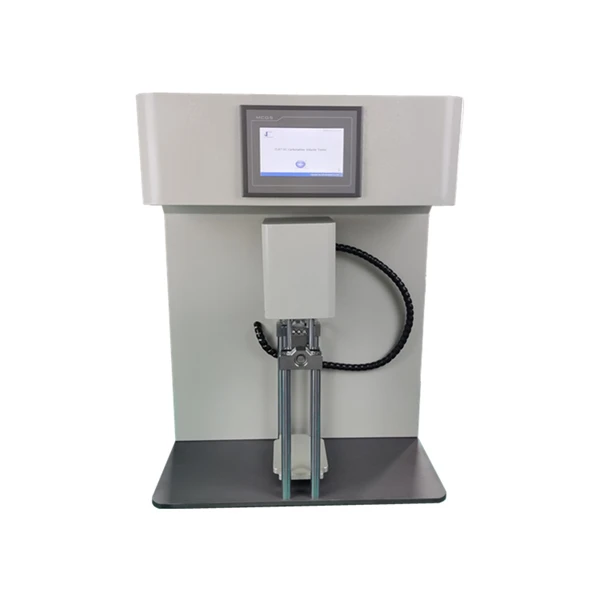
Founded in 2004, BottleTest is a leading Chinese manufacturer of physical performance testing instruments for bottles. For over 20 years, we have specialized in delivering high-quality testing solutions to the beverage, pharmaceutical, food, and cosmetics industries.
Our products comply with international standards such as ASTM and ISO, as well as Chinese GB standards. We hold more than 50 technical patents and serve over 500 enterprise customers worldwide.
From R&D and engineering design to manufacturing, from sales to technical support, we are committed to delivering comprehensive value to our customers.